KIYA Corp. will strive for new solutions to our customer’s needs, over and beyond the framework of metal processing by using our core competence technology, Cold forging progressive press technology.
Technological pattern suggestion❶
Groove molding from metal sheets
Changing from cutting/sintering process to only using one method of stamping process technology for grove molding. We successfully reduced the cutting defects to “Zero” using this technology.
Technological pattern suggestion❷
Cylinder shape integral molding formation from metal sheet material.
Technology which needed 2pieces of cylinder shapes to attach can now be formed by integral formation using pipe material stamping process. We can reduce cost dramatically using near net shape method.
Technological pattern suggestion❸
Sheet thickness control processing
This technology can single handedly control the sheet thickness freely for product needs. This technology can maintain higher strength compared to cutting or die casting product due to the fiber flow not being interrupted.
Technological pattern suggestion❹
Capacity to propose from the material structure to production all in one go.
Kiya has the technology and capability for designing, production, surface treatment, using various steel materials and transporting product to the construction site. Expertise and experience in many different environment and locations is also our strength.


Technological pattern suggestion❺
Product development pursuing workability
Technology for developing products which focuses on reduction in tightening points, weight saving and versatility. We develop and deliver safe and optimal products for customers in telecommunications, electricity, infrastructure, public or amusement facilities.

Technological pattern suggestion❻
Hybrid processing in Metal + different material
Kiya is focusing in hybrid processing to combine different metal shapes with different material characteristics such as airtightness, rust prevention, insulation, or elasticity.

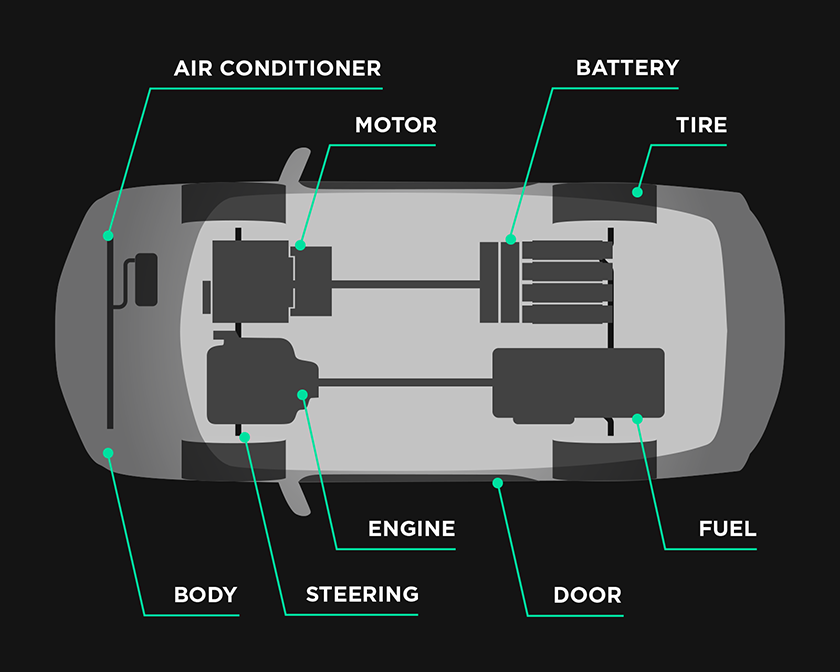
Automotive components
KIYA Corp. not only produce gasoline-fueled automobile but also environmental car (HV、PHV、FCV、EV) parts in different materials and thickness to Tier1 companies both domestic and overseas.
For Future generation automobile technology and markets. KIYA will continue to challenge for future demands.
Heat exchanger related components

EGR-C Flange component
Formed with a thin wall thickness. We have managed to cut cost by 20% though our developed product without using cutting process.Material:SPHC
Thickness:8.0mm

Cooling water control valve component
Cylindrical shape product. Formation of cylindrical shape with shape at formed on both ends, secured parallel flange surface alignment.Material:SPCE
Thickness:3.2mm
Oil cooler component-1
Long hole shaped burring mold. Radius and straight length cross-section shape difference, minimized.Material:A3003
Thickness:4.5mm
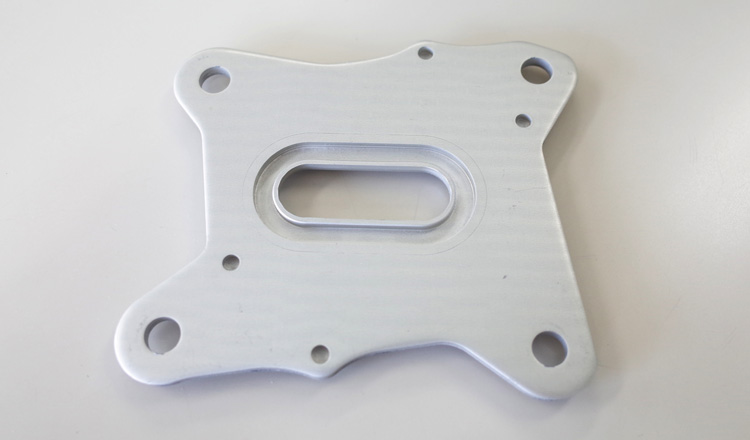
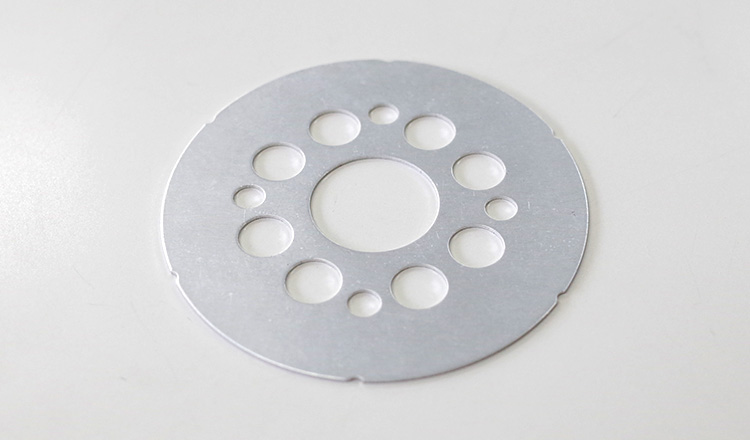
Oil cooler component-2
Large diameter grooved mold. We have changed our manufacturing process from conventional cutting and stamping to a new method of single stamping process.Material:A3003
Thickness:4.5mm

Oil cooler component-3
Drawing diameterφ90~100, internal diameter tolerance of ±0.05 is achieved.Material:SUS304
Thickness:0.8mm

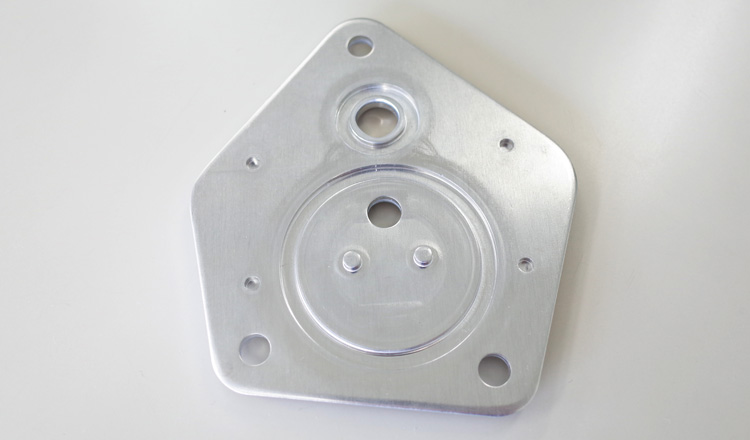
Oil cooler component-4
Material:A3003Thickness:4.5mm

EGR-C component
Stainless steel sheet - precision bending, mold process.Material:SUS430J1L
Thickness:0.8mm,1.0mm
Material:SUS444
Thickness:0.3mm

Pipe component
Integrally molded cylindrical shape and bottom plateMaterial:BAW7-O
Thickness:1.6mm
* Made in Japan
EGR-C Flange componentFormed with a thin wall thickness. We have managed to cut cost by 20% though our developed product without using cutting process.
Material:SPHC
Thickness:8.0mm
Cooling water control valve componentCylindrical shape product. Formation of cylindrical shape with shape at formed on both ends, secured parallel flange surface alignment.
Material:SPCE
Thickness:3.2mm
Oil cooler component-1Long hole shaped burring mold. Radius and straight length cross-section shape difference, minimized.
Material:A3003
Thickness:4.5mm
Oil cooler component-2Large diameter grooved mold. We have changed our manufacturing process from conventional cutting and stamping to a new method of single stamping process.
Material:A3003
Thickness:4.5mm
Oil cooler component-3Drawing diameterφ90~100, internal diameter tolerance of ±0.05 is achieved.
Material:SUS304
Thickness:0.8mm
Oil cooler component-4Material:A3003
Thickness:4.5mm
EGR-C componentStainless steel sheet - precision bending, mold process.
Material:SUS430J1L
Thickness:0.8mm,1.0mm
Material:SUS444
Thickness:0.3mm
Pipe componentIntegrally molded cylindrical shape and bottom plate
Material:BAW7-O
Thickness:1.6mm
* Made in Japan
Air-conditioner components

Air-conditioner control valve component
Material:SPCCThickness:3.2mm

Condenser component
Material:A3003
Automotive air conditioner-1
Material:A3003
Sensor component
Bind hole molding with stabilized dispersion.We have achieved a 25% cost reductions with our new method without using cutting process.

Heater core component
Irregular shape multi stage molded productMaterial:A3003
Thickness:undisclosed
* Developed in Japan (for future production)

Automotive air conditioner-2
Controlling slight warpage in product by stamping processMaterial:SPHC
Thickness:2.6mm,4.0mm
Air-conditioner component
Material:A5052Thickness:0.6mm
Air-conditioner control valve componentMaterial:SPCC
Thickness:3.2mm
Condenser componentMaterial:A3003
Automotive air conditioner-1Material:A3003
Sensor componentBind hole molding with stabilized dispersion.
We have achieved a 25% cost reductions with our new method without using cutting process.
Heater core componentIrregular shape multi stage molded product
Material:A3003
Thickness:undisclosed
* Developed in Japan (for future production)
Automotive air conditioner-2Controlling slight warpage in product by stamping process
Material:SPHC
Thickness:2.6mm,4.0mm
Air-conditioner componentsMaterial:A5052
Thickness:0.6mm
Engine / Transmission components

Common rail component
Material:SPCCThickness:1.0mm

Valve lifter component
Material:SCM415Thickness:2.85mm

AT Shift component
Material:SPFH590Thickness:3.2mm

Power steering pump component
Material:SAPH400Thickness:3.2mm

Bike component
Minimal shear droop burring formationMaterial:SPCC
Thickness:2.0mm
Common rail componentMaterial:SPCC
Thickness:1.0mm
Valve lifter componentMaterial:SCM415
Thickness:2.85mm
AT Shift componentMaterial:SPFH590
Thickness:3.2mm
Power steering pump componentMaterial:SAPH400
Thickness:3.2mm
Bike componentMinimal shear droop burring formation
Material:SPCC
Thickness:2.0mm
Body / Suspension components

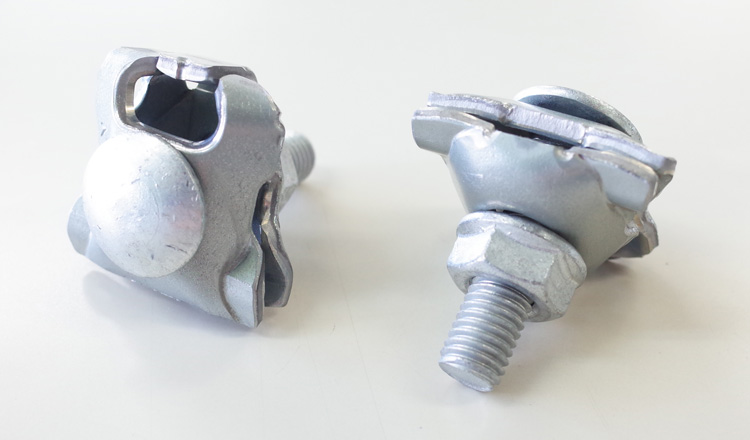
Caulking nut component
Material:Boron steel (N22CB)Thickness:8.0mm

Retractable power door mirror component
We have achieved a 25% cost reduction by eliminating the sintering process.Material:SPFH540
Thickness:3.5mm

Reclining damper component
Material:SPFH540Thickness:3.8mm

Suspension component
Material:SPFH590Thickness:3.2mm

Door component
Material:SAPH400Thickness:8.0mm

Slide door component
Material:SPH270Thickness:6.0mm

Drum brake component
Product hardness control using stamping processMaterial:SPH400
Thickness:6.0mm

Automobile seat component
Minimized shear droop and secured 80% clear cut surfaceMaterial:SPH440-OD
Thickness:2.9mm
Caulking nut componentMaterial:Boron steel (N22CB)
Thickness:8.0mm
Retractable power door mirror componentWe have achieved a 25% cost reduction by eliminating the sintering process.
Material:SPFH540
Thickness:3.5mm
Reclining damper componentMaterial:SPFH540
Thickness:3.8mm
Suspension componentMaterial:SPFH590
Thickness:3.2mm
Door componentMaterial:SAPH400
Thickness:8.0mm
Slide door componentMaterial:SPH270
Thickness:6.0mm
Drum brake componentProduct hardness control using stamping process
Material:SPH400
Thickness:6.0mm
Automobile seat componentMinimized shear droop and secured 80% clear cut surface
Material:SPH440-OD
Thickness:2.9mm
